
|
| |
|
|
Главная » Книги и журналы 1 ... 49 50 51 52 53 54 55 воздействий влаги изделия с обмотками из проводбй марки ПЭЖБ должны быть компаундированы или герметизированы. Начато производство проводов подобного типа, которые могут длительно эксплуатироваться при 500° С-Провода имеют марку ПЭЖБ-700; в течение 2 ООО ч они могут работать при 600°С ч при и в течение 700° С. В качестве токоведущей жилы для проводов марки ПЭЖБ-700 используется биметаллическая проводка серебро - никель. Керамическое покрытие имеет достаточно высокие электроизоляционные характеристики и прочное сцепление с никелевой поверхностью жилы. Зависимость со- 0.01
о 100 гоо 300 ш 500 °с Рис. 11-9. Зависимость сопротив-.пения изоляции гфоводов марки ПЭЖБ от температуры. противления изоляции керамического псхрытия от температуры представлена на рис. И-10. Пробивная напряженность изоляции в нормальных условиях составляет 30 кв/мм. Нанесение такого керамическою покрытия на проволоку производится окунанием или методом электрофореза с последующей тепловой обработкой. Покрытие образует на проволоке равномерный слой толщиной 7-10 мкм. Пробивное напряжение керамического покрытия на проволоке составляет 400-450 в при нормальной температуре и 350 в при 600° С при испытании образцов провода, навитых восьмеркой на цилиндры. Провод с указанной изоляцией может навиваться на сердечник, диаметр которого в 35 раз больше диаметра проволоки, без разрушения изоляционного слоя. Сочетание керамических покрытий с покрытиями из органосиликатных материалов дает возможность повысить эластичность и улучшить электрические характеристики тонкослойной изоляции провода. Провода с керамической изоляцией с поверхностным покрытием оргаыосиликатным составом могут нави- momим 2000 1000 ваться на стержень, диаметр которого равен Ш диамет рам провода, без разрушения изоляционного покрытия и ухудшения характеристик провода. Изоляционное покрытие на основе органосиликатного состава имеет хо рошую .прочность на истирание и придает поверхности провода достаточную гладкость. Органосиликатный состав обладает также хорошей адгезией к керамическо>1у покрытию. Зависимость пробивного напряжения от температуры, снятая на скрученных образцах провода, показана на рис. 11-11. Анализ состояния проводов в процессе их длительного пребывания при высокой температуре показывает, что в первый период старения наблюдается значительное снижение эластичности изоляции провода с последующей ее стабилизацией. Термин керамическая изоляция в ряде случаев употребляется условно в соответствии с установившейся международной практикой. В 1963 г. в Японии запатентован жаростойкий электроизоляционный материал следующего состава: фосфат алюминия-100 частей, КРОз-20, Н3РО4-30, порошок слюды-150, вода-400. Вместо КРО3 допускается использование Na2HP04. Изоляция наносится двукратным покрытием жилы (никелированная медь), нагретой до 50-80° С; сушка каждого слоя производится при 100° С. Затем на покрытие наносится нагревостойкий лак и изоляцию сушат в печи при 200° С в течение 4 ч. Окончательное спекание изоляции происходит при нагреве обмоток в течение 4 ч при 500° С. Длительная рабочая температура проводов с такой изоляцией составляет 400- 500° С.  0М2 0,01 0,605 (/.002 0,001 0.0001 600% Рис. 11-10. Зависимость сопротивле-пия изоляции провода марки ПЭЖБ-700 от температуры. Для тех же длительно допустимых рабочих температур предлагается другой электроизоляционный состав, также накладываемый на никелированную медь. Этот материал получают смешиванием 20-70 частей 2-40%-ного силикагеля, 30-95 частей измельченного кварцевого песка, асбеста, слюды и талька (размер частиц от 5 до 150 мкм) и 10-100 частей В2О3, MgO, РЬОг, СаО илк другого окисла. Примерная рецептура одной из композиций материала (в частях): 500 Ш 300 200
гоо ш ООО 800 С Рис. 11-11. Зависимость пробивного напряжения проводов марки ПЭЖБ-700 от температуры. порошок слюды (степень измельчения 250 меш)-87, БОС В2О3-17,4; 40%-ный раствор силикагеля - 70. Режим cjTUKH .покрытия: 12 ч- при комнатной температуре, 2 ч -при 100° С, 2 ч- при 300° С и 2 ч -.при 600° С. Покрытие имеет электрическую прочность 3,3-6 кв/мм. Американская фирма Фелпс Додж Коппер Про-дактс с целью получения нагревостойких проводов предлагает наносить на проволоку двух- или многослойную изоляцию, состоящую из смеси аморфной и кристаллической фаз неорганического материала, поверх которой накладывается полимерный материал, не дающий электропроводящего остатка при обжиге. В состав керамической изоляции входят бораты, боросиликаты или силикаты свинца, боросиликаты бария и подобные им материалы и кристаллические окислы - окись хрома и двуокись титана. Керамическая изоляция наносится из суспензии слоем толщиной 1,2-6 мкм и спекается в окислительной атмосфере при 700-1 040° С в течение 27-180 сек. Окислы, образующиеся на поверхности проводника, растворяясь в аморфной составляющей керамической изоляции, обеспечивают высокую адгезию слоя изоляции к проводнику. Керамическое покрытие наносится в несколько слоев до получения общей толщины изоляции после спекания порядка 4-12 мкм. Толщина внешней полимерной пленки составляет 1-6 мкм. После того как из провода изготовлена катушка, последняя нагревается и полимерная пленка, задачей которой являлось сохранение целостности керамической изоляции при намотке изделия, выжигается при 370° С. Провода с керамической изоляцией, запатентованные фирмой, допускают навивание на стержень, диаметр которого равен 2-6 диаметрам провода. Изоляция проводов выдерживает напряжение 330 в при 400° С, 300 в при 500° С и 180 в при 600° С. Глава двенадцатая МОНТАЖНЫЕ ПРОВОДА 12-1. ОСНОВНЫЕ СВЕДЕНИЯ О КОНСТРУКЦИЯХ МОНТАЖНЫХ ПРОВОДОВ Монтажные провода применяются для осуществления электрических соединений в приборах и аппаратах и других электротехнических устройствах, радиотехнических и иных схемах. Потребность в этих проводах различных конструкций особенно резко возрасла в связи с бурным развитием радиоэлектроники, вычислительной техники, автоматики, телемеханики и других отраслей техники. Во всех указанных устройствах монтажные провода применяются в весьма значительных количествах; от них зависит надежная работа многих ответственных агрегатов, и поэтому монтажные провода являются существенной частью этих устройств. В результате огромного роста ассортимента и объема производства монтажные провода представляют собой самостоятельную группу кабельных изделий. Основным материалом для изготовления токопроводящих жил монтажных проводов является мягкая медная проволока (марка ММ, ГОСТ 2112-62, см. § 1-2). Для монтажных проводов, предназначенных для работы при повышенных температурах, целесообразно применение бескислородной меди, обладающей в этих условиях большой устойчивостью (см. § 1-1). В особых случаях, когда от токопроводящих жил, преимущественно малых сечений, требуется повышенная прочность при действии растягивающих усилий, принимаются следующие меры: 1. Изготовление токопроводящих жил из сплавов на основе меди, обладающих повышенной механической прочностью, проволока из таких сплавов, по данным фирмы Сильвания Электрик Иродактс (США), имеет электропроводимость, составляющую 30-40%- электропроводимости стандартной электролитической меди; разрывная прочность у отожженной проволоки составляет 31-43, а у твердой 60-77 кгс1мм?. 2. Применение жилы с сердечником из проволоки^ изготовленной из особо прочных сплавов. Вокруг сердечника накладываются повивы из обычной медной проволоки. В этом случае увеличение.электрического сопротивления жилы незначительно и обычно не превышает 15%. При растяжении распределение напряжений в упг рочняющем сердечнике и повив ах из медной проволоки будет пропорциональным их модулю упругости, так что напряжение растяжения в медных проволоках будет значительно меньшим, чем в упрочняющей части жилы. Это необходимо учитывать при расчете механической прочности токопроводящих жил монтажных проводов. В процессе монтажа количество паек, приходящихся па каждый метр длины провода, получается довольно большим, в особенности при монтаже малогабаритных радиоэлектронных приборов, систем автоматики, электронно-вычислительных устройств и т. п. Пайки в отношении надежности обычно являются наиболее слабыми местами. Поэтому для повышения качества соединений и облегчения выполнения пайки большая часть медной проволоки, которая предназначается для изготовления жил монтажных проводов, покрывается соответствующими металлами или сплавами. Обычно для этой цели применяется горячее лужение проволоки чистым оловом или свршцово-оловянистым сплавом с содержанием олова не менее 40% (ПОС-40 и т. п.). Помимо повышения качества пайки, полуда предохраняет медную проволоку от окисления при хранении и во время эксплуатации, в особенности при повышенных температурах. При температурах эксплуатации выше 200° С необходима надежная защита медной проволоки от окисления. В этом случае для жил монтажных проводов применяются обычно покрытия серебром, никелем и - реже - нержавеющей сталью. Характеристика качества таких покрытий приведена выше (см. § 1-5). Защитные покрытия из никеля обладают значительным преимуществом в сравнении с серебром, наносимым на медную проволоку гальваническим способом. Весьма существенное значение для практики имеет гибкость токопроводящих жил и конструкций монтажных проводов в целом. Если гибкость проволоки F характеризовать усилием, которое необходимо для изгиба ее по окружности определенного радиуса, то она может быть выражена следующим образом: = (12-1) где В - жесткость проволоки; Е - модуль упругости, который для мягкой медной проволоки при 20° С может быть принят равным 11 700 кгс/мм; при 200° С его величина составляет примерно 11 ООО кгс/мм?-, а при 250- 300° С 10 200 кгс/мм; J - момент инерции сечения про-аолоки. Для круглой проволоки диаметром d J=r0,05d- (12-2) Таким образом, гибкость токопроводящих одиопроволочных жил резко уменьшается с увеличением их диаметра. Поэтому в тех случаях, когда от монтажных проводов требуется повыщенная гибкость, применяются жилы, скрученные из тонкой проволоки. Чем меньше ди-аметр отдельных проволок (т. е. чем больше их число при одном и том же сечении жилы), тем больше гибкость провода. Это нетрудно показать и расчетным путем. Возьмем жилу, составленную из п параллельно расположенных проволок, и сравним ее с однопроволочной экнлой диаметром D равновеликого сечения. В этом случае Гибкость п параллельно расположенных проюлок Р 1 0,05 d*£ 0,05D*£ откуда следует, что скрученная жила будет иметь гибкость, в п раз большую в сравнении с однопроволочной жилой. Гибкость скрученных мйогопроволочных Жил будет значительно большей, так как отдельные проволоки при изгибе будут иметь возможность перемещаться одна относительно другой. Кроме того, у расположенной по винтовой линии проволоки при изгибе один участок проволоки будет растягиваться, а следующий за ним (через половину шага скрутки) - сжиматься, что также будет способствовать повышению гибкости скрученных жил по сравнению с однопроволочными. Различают два основных вида скрутки круглой проволоки в жилу: правильную и шнуровую. При правильной скрутке вокруг одной или нескольких центральных проволок концентрично накладывается один или несколько повивов остальных проволок. При шнуровой скрутке все проволоки, неупорядоченно расположенные одна относительно другой, скручиваются в одну сторону- При применении правильной скрутки в центре жилы обычно располагается одна или (реже) три проволоки. Наружные диаметры таких скрученных жил на основании элементарных геометрических соотношений выражаются следующими уравнениями: D, = (2n-l)d; 1 D, = (2 + 0,15)d, j где d -диаметр скручиваемых проволок; Пп - число повивов, причем центральные проволоки считаются первым повивом. Общие количества проволок в этих жилах будут составлять: 5.=3 К-1)+1; j При скрутке многопроволочных жил существенное значение имеет шаг скрутки, т. е. расстояние по длине скручиваемой жилы, которое соответствует полному обороту вокруг нее отдельной проволоки. Обычно шаг скрутки характеризуют коэффициентом т, определяемым на практике часто как отношение длины шага скрутки к наружному диаметру данного повива Он, т. е, mhlDr,. (12-5) Точнее, как это будет показано ниже, этот коэффициент должен определяться как отношение шага скрутки к диаметру окружности, проведенной через центры сечений проволок данного повива. При правильной скрутке число проволок от повива к повиву, как известно, увеличивается обычно на 6. Однако при коэффициенте скрутки менее 10 это увеличение числа проволок будет уже меньшим. Дело в том, что каждая проволока в повиве Рис 12-1 Поло- представляет собой винтовую линию жение отдельной И ее сечение плоскостью, перпендику-проволоки в по- лярной оси жилы, будет эллипсо- Ее. видным. Из рис. 12-1 нетрудно убедиться в том, что длина большой оси эллипса di зависит от угла скрутки а, а именно:  d(i + -4-cig a=rf(l+;fe). Таким образом, разность между d н d характеризуется величиной = -ctga = l/2tga. Из рис. 12-1 следует, что tga = inD т и, следовательно. (12-6) Очевидно, что при малых шагах скрутки величина коэффициента k значительно возрастает, что и приводит к 5 меньшению числа проволок в повиве.  Рис. 12-2. Развертка одного шага проволоки. При скрутке токопроводящих жил монтажных проводов существенное значение имеет так называемая укрут-ка, т. е. приращение длины скручиваемых проволок по сравнению с длиной скрученной жилы. Если сделать развертку любой из скрученных проволок повива на плоскость, то она изобразится гипотенузой прямоугольного треугольника h (рис. 12-2), большой катет которого будет равен длине шага, а малый - длине окружности диаметром /)ср, проведенной через центры сечений проволок данного повива, т. е. ср I ср так как h = mDf., пользуясь последним соотношением, получим далее: Отсюда укрутка (относительное приращение длины) (12-7) Таким образом, укрутка равна величине коэффициента k. К этому выводу можно прийти сразу, если рассмотреть подобие треугольников / и 2 (см. рис. 12-1). Как указывалось выше, на практике коэффициент т часто определяют как отношение шага скрутки к наружному диаметру жилы Ов- Вычисление величины укрутки с помощью уравнения (12-7) по полученному таким образом значению т может привести к существенной погрешности. Если считать mh/Ds, то для получения точного результата и в этом случае необходимо пользоваться соотношением 1 71 (Dh - rf) откуда укрутка будет равна: В частности, для семипроволочных жил, для которых D = 3d, в . I 1 Рис. 12-3. Принципиальная схема определения гибкости монтажного провода. Как показывают проведенные исследования, система скрутки не сказывается существенно на гибкости монтажных проводов. При обоих видах скрутки жил одинаковых сечений получаются близкие результаты, если определение гибкости производить измерением прогиба образца по схеме, показанной на рис. 12-3. Характеристикой гибкости здесь является стрела прогиба, величина которой при прочих равных условиях тем больше, чем меньше жесткость конструкции В. Система скрутки также заметно не влияет и на результаты испытаний монтажных проводов на перегибы с помощью прибора, схематически показанного на рис. 12-4. Для большинстра конструкций монтажных проводов существенное значение имеет длительная прочность токопроводящих жил в местах их пайки к элементам электрических схем, так как очень часто отказы в работе многих устройств (происходят именно вследствие обрыва монтажных проводов в этих местах. Особенно часто такие явления имеют место r !а,ггпяпят\7пр ы г'урмяу Рис. 12-4. Схема установки для испы- в аппаратуре и схемах, монтажных проводов на подвергающихся деист- перегибы. ВИЮ вибрации. /-груз; 2-жила; 3-валики. 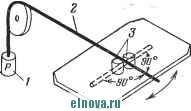 1 ... 49 50 51 52 53 54 55 |